Laser Welding Aluminum Foil
Joining Aluminum With Laser

Roll Spot Weld 4mil And 1 5mil Aluminum Foil With Sunstone Cd Welder And Pasp Hand Piece Attachment Youtube

Schematic Diagram Of Laser Welding Process A And Dimensions Of Test Download Scientific Diagram
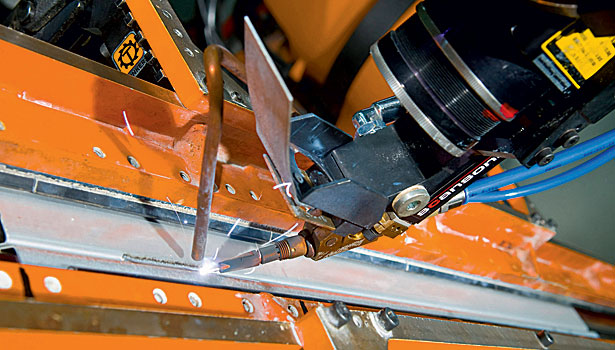
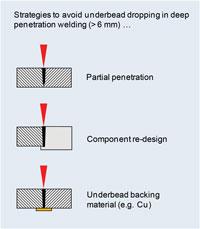
Diode Lasers For Welding Aluminum 2013 02 04 Assembly Magazine

Laser Welding Large Areas Of Plastic Foils Or Textiles Youtube
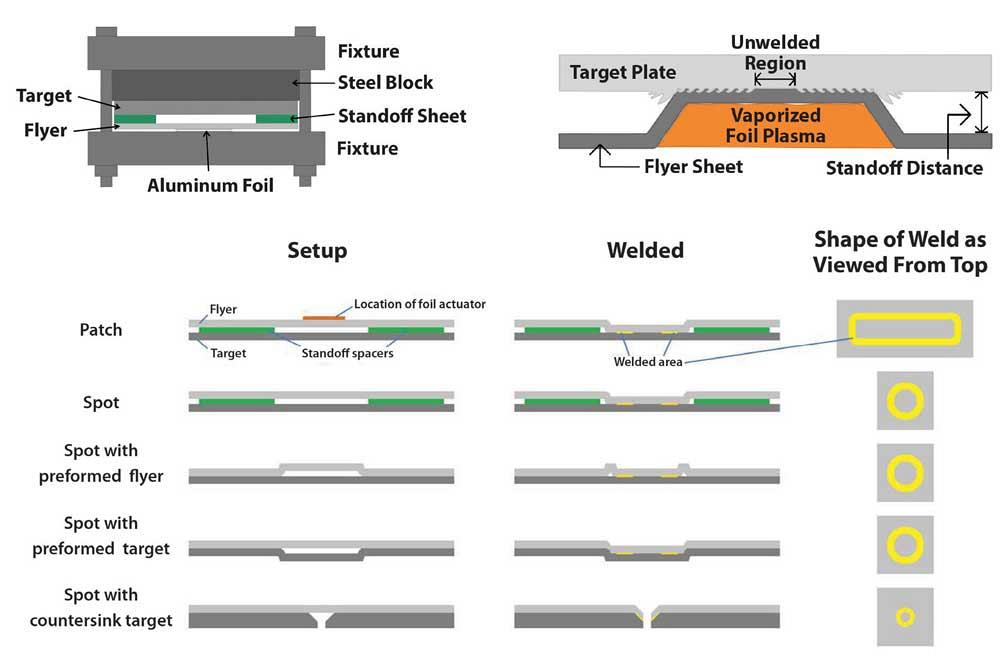
Vaporizing Foil Actuator Welding Joining By Impact

This cutting process uses single pulse processing and the maximum cutting speed at any given frequency is determined by the combination of spot diameter and pulse repetition frequency in order to avoid pulse to pulse spot separation.
Laser welding aluminum foil.

Welding Of Laminated Cu Foil And Al Foil Wulink Intelligent Equipment Shanghai Limited Aviothe General Agent China Advanced Micro Bonding And Laser Micromachining Process Planning

Building Batteries Welding Productivity
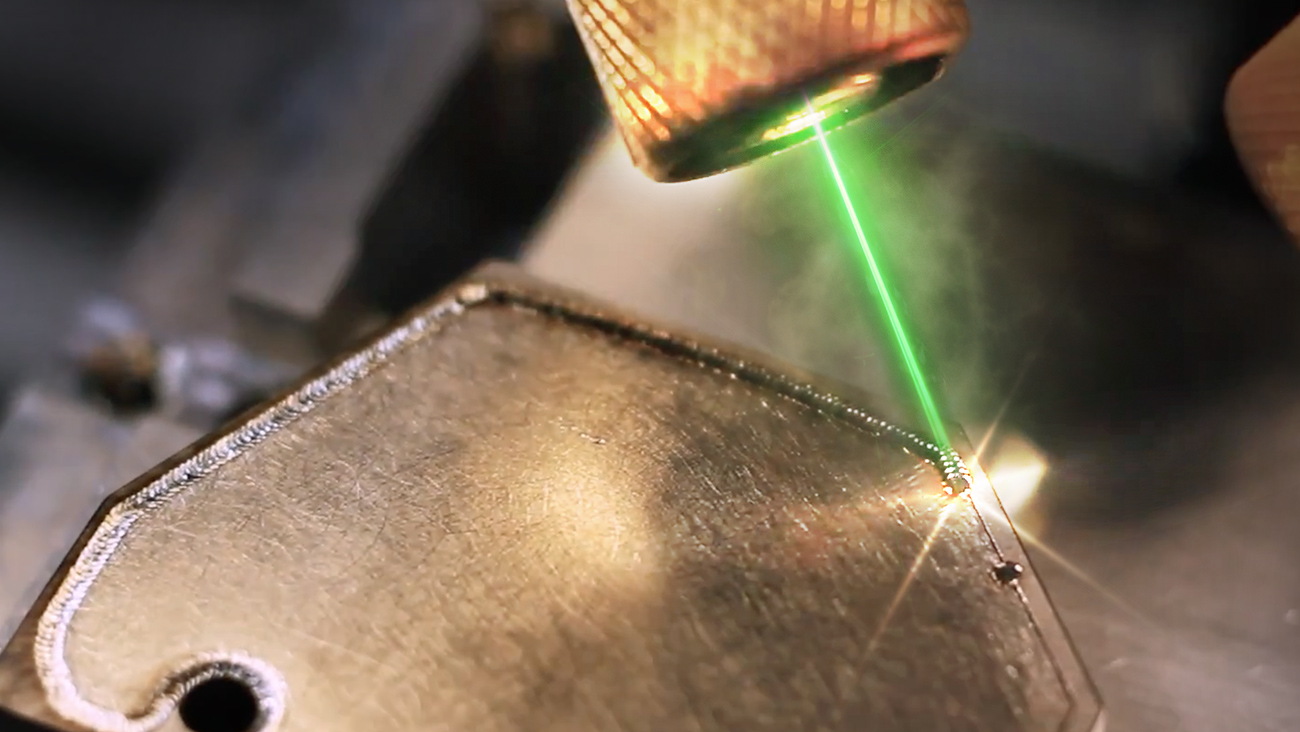
Perfecting Laser Welded Hermetic Seals

High Surface Quality Welding Of Aluminum Using Adjustable Ring Mode Fiber Laser Sciencedirect
Source : pinterest.com
